کیفیت آبکاری به واکنشهای که در طول عملیات روی کاتد انجام می گیرند بستگی دارد. اگر حمام به طور صحیح آماده و تنظیم شده باشد واکنشهای فوق نیز مطلوب خواهند بود. ولی کلاً شرایط مناسب عملیاتی از نظر کاتد و حمام تولید رسوبی رضایت بخشی را تضمین نمی کند.
اولین قدم برای آماده کردن حمام جدید این است که وان خالی کاملاً تمیز شود. ذرات و گرد و غبار از طریق جارو کردن و خشکانده خارج گشته و مواد روغنی توسط کهنه آغشته به حلال مناسب پاک شوند. وانهای پلاستیکی یا لاستیکی به تمیز کاری بیشتری نیاز دارند. وانهای چدنی ممکن است به رنگ کاری یا آسترکشی نیاز داشته باشند. وان عملیات بعد از اسیدشویی با آب آبکشی می شود. اگر وان بلافاصله مورد استفاده قرار نگیرد آن را با محلول ۱% هیدرواکسید سدیم یا تری فسفات سدیم پر می کنند تا زنگ نزند. در غیر این صورت مقداری آب به آن ریخته و بعد ترکیبات دیگر اضافه می گردد. برای نمکهای حل شونده معمولاً ۳/۱ وان را پر می کنند ولی برای نمکهای سخت ـ حل شونده نظیر نمکهایی که به حمامهای غلیظ نیکل اضافه می گردند باید از ۳/۲ وان استفاده کرد. ترتیب اضافه کردن ترکیبات مهم است.
برای مثال در آماده کردن حمام سیانیدی مس، سیانید قلیایی قبل از سیانید مس نامحلول به حمام اضافه می شود. ولی ترتیب اضافه کردن کربنات، نمک راشل یا سوزآور خیلی مهم نیست. نمکها و کلاً ترکیبات دیگر باید به طور آرام به حمام اضافه شده و همزمان محلول هم زده شود. این کار ممکن است به طوردستی و با یک بیلچه انجام بگیرد. در صورتی که نمکها سریع اضافه شوند ممکن است در اثر گلوله ـ گلوله شدن انحلال خیلی سخت انجام بگیرد.
بعد از انحلال کامل همه نمکها وزن مخصوص الکترولیت را توسط هیدرومتر بومه اندازه می گیرند. در صورتی که وزن مخصوص حمام مناسب باشد آبکاری آزمایشی روی چند نمونه انجام می گیرد. بدین ترتیب مشخص می شود که آیا می توان از حمام استفاده کرد یا ترکیب آن باید مجدداً تنظیم شود. برای مثال ممکن است pH و عوامل افزودنی به اصلاح نیاز داشته باشند یا تصفیه اولیه لازم باشد. بعد از اینکه ترکیب حمام در دامنه مورد نظر تنظیم گشته و آبکاری آزمایشی انجام گرفت آزمایش را برای شارژ کامل اجرا می کنند تا رفتار جریان از نظر ولتاژ، اشکالهای الکتریکی و تماس قلابها و آویزها به شمشهای اتصال چک شود. در آبکاری الکتریکی شستشو دادن، آبکشی ، اسیدشویی و چربی گیری اهمیت زیادی دارد در اینجا هر کدام از عملیات فوق به طور مختصر توضیح داده می شود :
۱) شستشو : این کار توسط انواع تمیز کننده های قلیایی انجام می گیرد انتخاب نوع آن به موادی که باید شسته شوند و همین طور روش شستشو (غوطه وری خالص یا با استفاده از سیستم الکتریکی) بستگی دارد. پاک کننده ها موادی چون فسفات سدیم، هیدرواکسید سدیم، سیلیکات سدیم، کربنات سدیم، بورات سدیم یا ترکیبی از مواد فوق هستند ولی موماً حاوی فسفات یا سیلیکات همراه با مقداری کربنات یا هیدرواکسید هستند.
در تمیز کاری الکتریکی قطعات ممکن است قطب آند یا کاتد باشند. تمیز کننده های آندی ترجیح داده می شوند چون ناخالصیهای فلزی نمی توانند روی قطعات رسوب کنند.
۲) چربی گیری : قبل از شستشوی الکتریکی چربی گیری انجام می گیرد. به این صورت قطعات را در حلالهای سرد غوطه ور کرده یا در معرض بخار داغ قرار می دهند. بخار حلال روی فلز کندانس شده و چربی را حل می کند.
۳) اسید شویی : در فرآیند های آبکاری برای تأمین سطح فعال باید فیلمهای غیرآلی سطح شامل پوسته های اکسیدی یا محصولات زنگ از سطح حذف شوند. در غیر این صورت چسبندگی رسوب به سطح کار ضعیف شده و ممکن است رسوب حفره ـ حفره و یا پوسته ـ پوسته گردد.
۴) آبکشی : آبکشی ممکن است به صورت غوطه وری در آب جاری یا با استفاده از اسپری انام بگیرد. بعضی وقتها برای اطمینان از خارج شدن نمکهای سطحی ممکن است آبکشی تکرار شود.
جزئیات تمیزکاری قطعات فلزی :
سطح قطعات فلزی معمولاً حاوی گرد و خاک، گریس، پوسته های اکسیدی و مایعات خاص مصرف شده در فرآیند تولید است. چنانکه قبلاً گفته شد برای تأمین چسبندگی مطمئن بایستی هرگونه آلاینده ای که از تماس مستقیم محلول حمام با سطح فلزی جلوگیری می کند پاک گردد. علاوه بر این قبل از آبکاری باید شیارها و خراشها و یا پوششهای سطحی اصلاح شوند.
محلولهای تمیزکاری : برای پاک کردن مواد روغنی با گریس روی سطح قطعات آنها را در محلول قلیایی حاوی L/g 20 کربنات سدیم یا پتاسیم و سپس در آب گرم غوطه ور می کنند. برای جلوگیری از خوردگی یا زنگ زدن ممکن است آبکشی در آب سرد نیز انجام بگیرد.
زنگ آهن، زنگ مس از طریق شستشو در اسیدهای معدنی رقیق حذف می شوند. برس کاری به راحت کنده شدن پوسته های سطح کمک می کند. در صورتی که بعد از اسیدشویی ابتدایی پوسته ها کاملاً پاک نشوند می توان عملیات را تکرار کرد.لکه های تیره نازک را می توان از طریق غوطه وری در محلول قوی سیانید پتاسیم (g/L 7) و چند قطره مایع آمونیاک پاک کرد. پوسته های اسیدی مس و روی در مخلوط ۱ جزء اسید سولفوریک و ۲۰ جزء آب بخوبی تمیز می شوند. برای پوسته های ضخیم تر باید از محلول اسیدی غلیظ تری استفاده کرد.زنگ آهن روی قطعات فولادی یا چدنی بخوبی در محلول ۶ جزء اسید سولفوریک، ۱ جزء اسید هیدرولیک و ۱۶۰ جزء آب حذف می شود. مدت زمان غوطه وری min1 یا بیشتر است. برای پاک کردن لکه های اسیدی قلع یا روی از محلول قلیایی داغ استفاده می کنند.
اولین قدم برای آماده کردن حمام جدید این است که وان خالی کاملاً تمیز شود. ذرات و گرد و غبار از طریق جارو کردن و خشکانده خارج گشته و مواد روغنی توسط کهنه آغشته به حلال مناسب پاک شوند. وانهای پلاستیکی یا لاستیکی به تمیز کاری بیشتری نیاز دارند. وانهای چدنی ممکن است به رنگ کاری یا آسترکشی نیاز داشته باشند. وان عملیات بعد از اسیدشویی با آب آبکشی می شود. اگر وان بلافاصله مورد استفاده قرار نگیرد آن را با محلول ۱% هیدرواکسید سدیم یا تری فسفات سدیم پر می کنند تا زنگ نزند. در غیر این صورت مقداری آب به آن ریخته و بعد ترکیبات دیگر اضافه می گردد. برای نمکهای حل شونده معمولاً ۳/۱ وان را پر می کنند ولی برای نمکهای سخت ـ حل شونده نظیر نمکهایی که به حمامهای غلیظ نیکل اضافه می گردند باید از ۳/۲ وان استفاده کرد. ترتیب اضافه کردن ترکیبات مهم است.
برای مثال در آماده کردن حمام سیانیدی مس، سیانید قلیایی قبل از سیانید مس نامحلول به حمام اضافه می شود. ولی ترتیب اضافه کردن کربنات، نمک راشل یا سوزآور خیلی مهم نیست. نمکها و کلاً ترکیبات دیگر باید به طور آرام به حمام اضافه شده و همزمان محلول هم زده شود. این کار ممکن است به طوردستی و با یک بیلچه انجام بگیرد. در صورتی که نمکها سریع اضافه شوند ممکن است در اثر گلوله ـ گلوله شدن انحلال خیلی سخت انجام بگیرد.
بعد از انحلال کامل همه نمکها وزن مخصوص الکترولیت را توسط هیدرومتر بومه اندازه می گیرند. در صورتی که وزن مخصوص حمام مناسب باشد آبکاری آزمایشی روی چند نمونه انجام می گیرد. بدین ترتیب مشخص می شود که آیا می توان از حمام استفاده کرد یا ترکیب آن باید مجدداً تنظیم شود. برای مثال ممکن است pH و عوامل افزودنی به اصلاح نیاز داشته باشند یا تصفیه اولیه لازم باشد. بعد از اینکه ترکیب حمام در دامنه مورد نظر تنظیم گشته و آبکاری آزمایشی انجام گرفت آزمایش را برای شارژ کامل اجرا می کنند تا رفتار جریان از نظر ولتاژ، اشکالهای الکتریکی و تماس قلابها و آویزها به شمشهای اتصال چک شود. در آبکاری الکتریکی شستشو دادن، آبکشی ، اسیدشویی و چربی گیری اهمیت زیادی دارد در اینجا هر کدام از عملیات فوق به طور مختصر توضیح داده می شود :
۱) شستشو : این کار توسط انواع تمیز کننده های قلیایی انجام می گیرد انتخاب نوع آن به موادی که باید شسته شوند و همین طور روش شستشو (غوطه وری خالص یا با استفاده از سیستم الکتریکی) بستگی دارد. پاک کننده ها موادی چون فسفات سدیم، هیدرواکسید سدیم، سیلیکات سدیم، کربنات سدیم، بورات سدیم یا ترکیبی از مواد فوق هستند ولی موماً حاوی فسفات یا سیلیکات همراه با مقداری کربنات یا هیدرواکسید هستند.
در تمیز کاری الکتریکی قطعات ممکن است قطب آند یا کاتد باشند. تمیز کننده های آندی ترجیح داده می شوند چون ناخالصیهای فلزی نمی توانند روی قطعات رسوب کنند.
۲) چربی گیری : قبل از شستشوی الکتریکی چربی گیری انجام می گیرد. به این صورت قطعات را در حلالهای سرد غوطه ور کرده یا در معرض بخار داغ قرار می دهند. بخار حلال روی فلز کندانس شده و چربی را حل می کند.
۳) اسید شویی : در فرآیند های آبکاری برای تأمین سطح فعال باید فیلمهای غیرآلی سطح شامل پوسته های اکسیدی یا محصولات زنگ از سطح حذف شوند. در غیر این صورت چسبندگی رسوب به سطح کار ضعیف شده و ممکن است رسوب حفره ـ حفره و یا پوسته ـ پوسته گردد.
۴) آبکشی : آبکشی ممکن است به صورت غوطه وری در آب جاری یا با استفاده از اسپری انام بگیرد. بعضی وقتها برای اطمینان از خارج شدن نمکهای سطحی ممکن است آبکشی تکرار شود.
جزئیات تمیزکاری قطعات فلزی :
سطح قطعات فلزی معمولاً حاوی گرد و خاک، گریس، پوسته های اکسیدی و مایعات خاص مصرف شده در فرآیند تولید است. چنانکه قبلاً گفته شد برای تأمین چسبندگی مطمئن بایستی هرگونه آلاینده ای که از تماس مستقیم محلول حمام با سطح فلزی جلوگیری می کند پاک گردد. علاوه بر این قبل از آبکاری باید شیارها و خراشها و یا پوششهای سطحی اصلاح شوند.
محلولهای تمیزکاری : برای پاک کردن مواد روغنی با گریس روی سطح قطعات آنها را در محلول قلیایی حاوی L/g 20 کربنات سدیم یا پتاسیم و سپس در آب گرم غوطه ور می کنند. برای جلوگیری از خوردگی یا زنگ زدن ممکن است آبکشی در آب سرد نیز انجام بگیرد.
زنگ آهن، زنگ مس از طریق شستشو در اسیدهای معدنی رقیق حذف می شوند. برس کاری به راحت کنده شدن پوسته های سطح کمک می کند. در صورتی که بعد از اسیدشویی ابتدایی پوسته ها کاملاً پاک نشوند می توان عملیات را تکرار کرد.لکه های تیره نازک را می توان از طریق غوطه وری در محلول قوی سیانید پتاسیم (g/L 7) و چند قطره مایع آمونیاک پاک کرد. پوسته های اسیدی مس و روی در مخلوط ۱ جزء اسید سولفوریک و ۲۰ جزء آب بخوبی تمیز می شوند. برای پوسته های ضخیم تر باید از محلول اسیدی غلیظ تری استفاده کرد.زنگ آهن روی قطعات فولادی یا چدنی بخوبی در محلول ۶ جزء اسید سولفوریک، ۱ جزء اسید هیدرولیک و ۱۶۰ جزء آب حذف می شود. مدت زمان غوطه وری min1 یا بیشتر است. برای پاک کردن لکه های اسیدی قلع یا روی از محلول قلیایی داغ استفاده می کنند.
فایل های دیگر این دسته
-
 قیمت: 51٬000 تومان
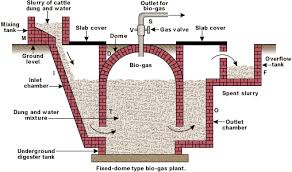
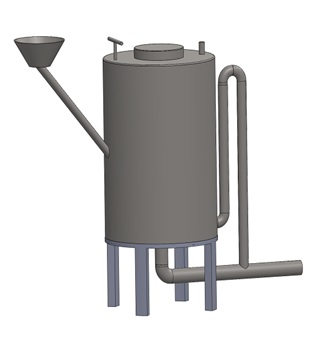
قیمت: 51٬000 تومانکتاب اصول طراحی و ساخت دستگاه های بیوگاز
-
 قیمت: 51٬000 تومان
قیمت: 51٬000 تومانپروژه و تحقیق-مراحل طراحی و ساخت یک واحد دستگاه بیوگاز و آزمایش آن با کود حیوانی- در145 صفحه-docx
-
 قیمت: 30٬000 تومان
قیمت: 30٬000 تومانپروژه و تحقیق-مواد سرامیکی و نحوه فراوری آنها- در 80 صفحه-docx
-
 قیمت: 75٬000 تومان
قیمت: 75٬000 تومانبررسی آبکاری فلزات
-
 قیمت: 75٬000 تومان
قیمت: 75٬000 تومانپاورپوینت انرژی هیدروژنی
-
 قیمت: 75٬000 تومان
قیمت: 75٬000 تومانپاورپوینت-آلودگی محیط زیست و راههای مقابله با آن- در 55 اسلاید-powerpoin-ppt


